野良雲焼きWSの検討をしています。
その中で、簡単にできる3Dプリンターを利用した鋳込み方法の実験を続けてます。
今回は1パーツの型で出来る酒器の製作をやってみます。酒器はGrasshopperで製作しましたが、こちらのデータはまた今度紹介しようと思います。

出力パーツ数を減らすため、土台の円盤と酒器のモデルを一体化し、固定用のリングと合わせて2つのパーツを出力しました。

石膏の剥離が良くなるように表面をなめらかにするため、サーフェイサーをスプレーしました。この作業は手間になるので無いほうがいいのですが、今まで全部3Dプリントしてそのままか、ヤスリがけ程度だったので、違いがあるか検証してみます。

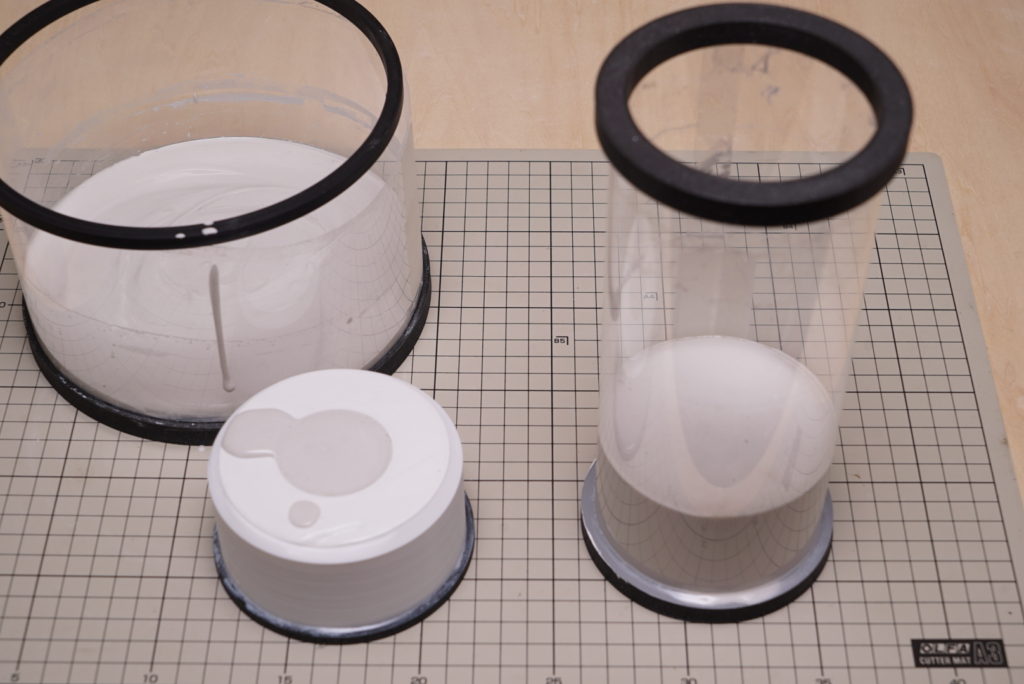
別のバージョンも作ってみました。こちらは3パーツなのですが、底板とモデル、カバーを出力し、カバーを剥離せずにそのまま使用する想定で作ってみました。

セッティングは画像の通りで、中央にモデルを配置し、カバーを被せて隙間から石膏を流し込みます。これは、石膏の使用量を減らし型を軽くする、且つ固化したあとに手で触っても、カバーが3Dプリント品なので手が汚れずに使用できるのではという仮説で構成してみました。
こちらは比較的なめらかに出力でき、PLAより切削性が高いとのことでPLAではなく、PETGのフィラメントで出力してます。サーフェイサーは使用してません。

それぞれのタイプで石膏流し込みのセッティングをします。今回もカリ石鹸を塗ってます。
流し込み込み。
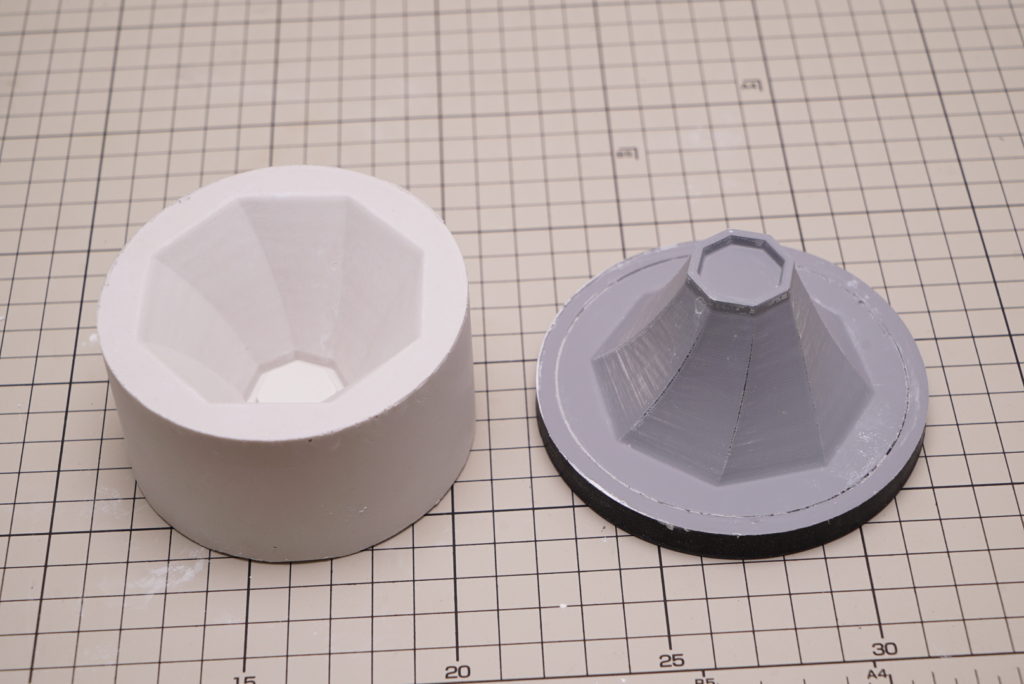
サーフェイサーのモデルは、今まで感じたことのないらいスッキリ抜けました!これマスターモデルの滑らかさがめっちゃ重要だということが判明した瞬間でした。めっちゃ気持ちいい!

高台のパーツも問題なく形ができてます。
3パーツのバージョンの酒器のモデルは、外しやすいように裏側は摘めるように形状変更してます。

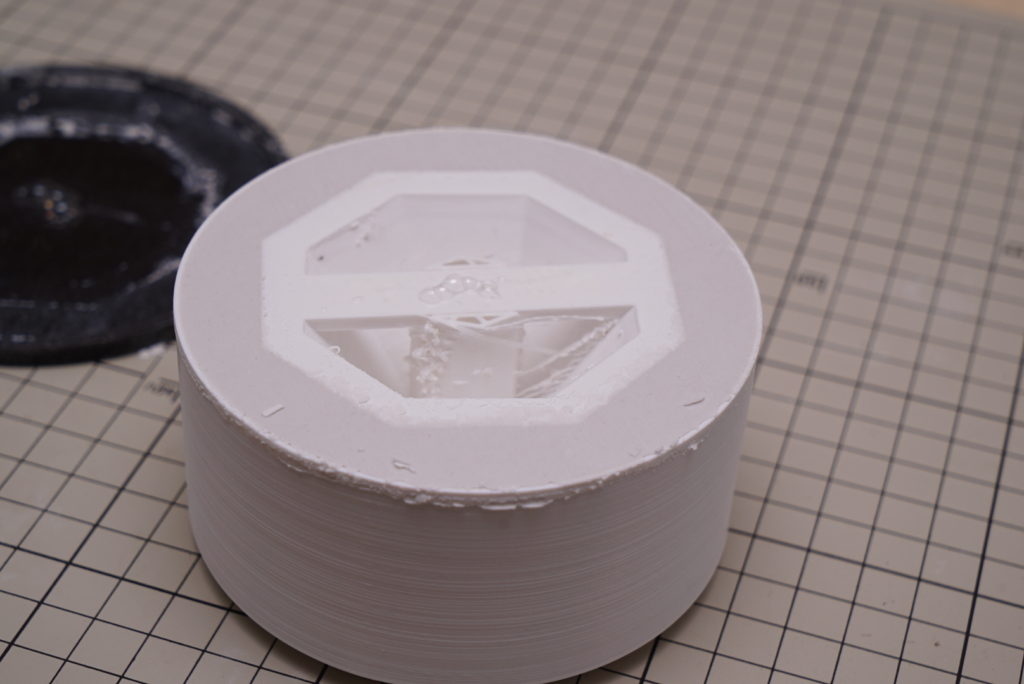
引き抜きはできたのですが、やはり手では抜けず、ニッパーで力いっぱい引っ張ってようやく抜けました。ただ、今回はPETGの目の細かさのおかげか、縁も壊れずに抜き取ることができました。

後処理が比較的楽な方法でやったという前提があればかなりいい感じに型取りできました。ただ、サーフェイサーで表面をきれいにしたモデルよりは、やはり積層痕の部分であらくなってます。
でも大健闘!周りが3Dモデルなので手が汚れないのはメリットです。
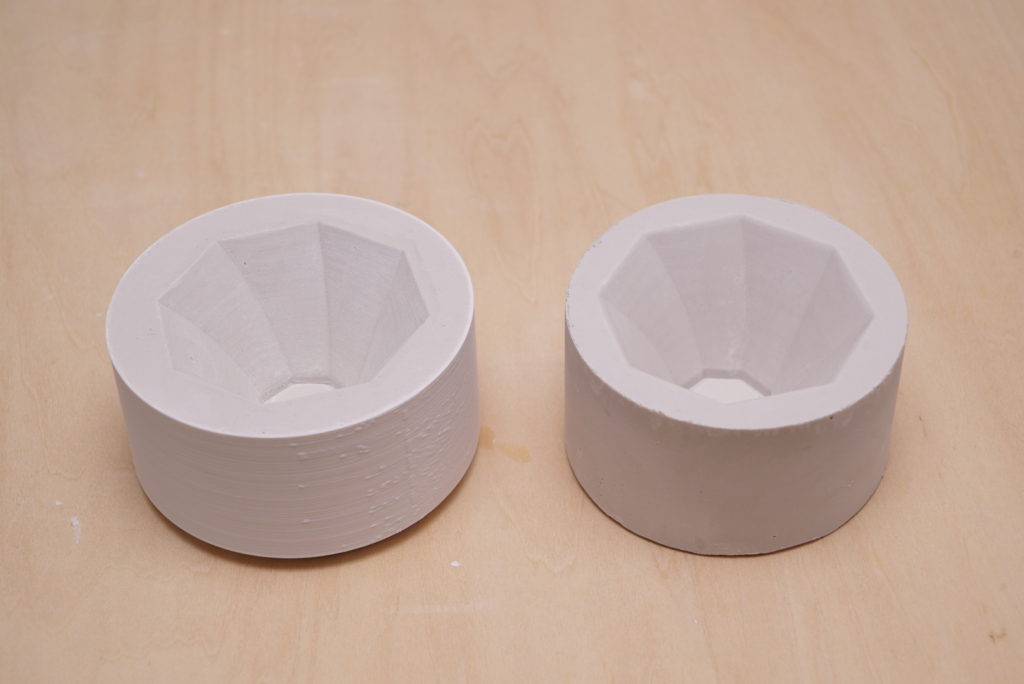
2つのモデルです。WSを前提とするならサフを吹かない形にしたいですが、粗さを回避し剥離を良くするための検討を継続的にやりたいという感じですね。個人的に製作するなら、サフ吹いて3Dプリントしたケースを利用するのが良さそうだけど、サフ吹いちゃうとリサイクルが難しくなるので、悩ましいです。
また、実際に鋳込みをしてみてどのくらい表面の違いが出るのかなどを比較検討したいですね。
あとは3Dモデルバージョンのほうが石膏の量が少ないので、乾くスピードにも違いがでるのかな?このあたりも調べていきたいです。
ではまた!