2回の焼成経験で全体のプロセスがなんとなく荒い解像度で理解でき、焼き物の楽しさを日々感じているのですが、はじめての体験でハイになっている気持ちを抑えて細かいところをしっかり考察してゆかねばと思い、理想と現実の違いを考察します。
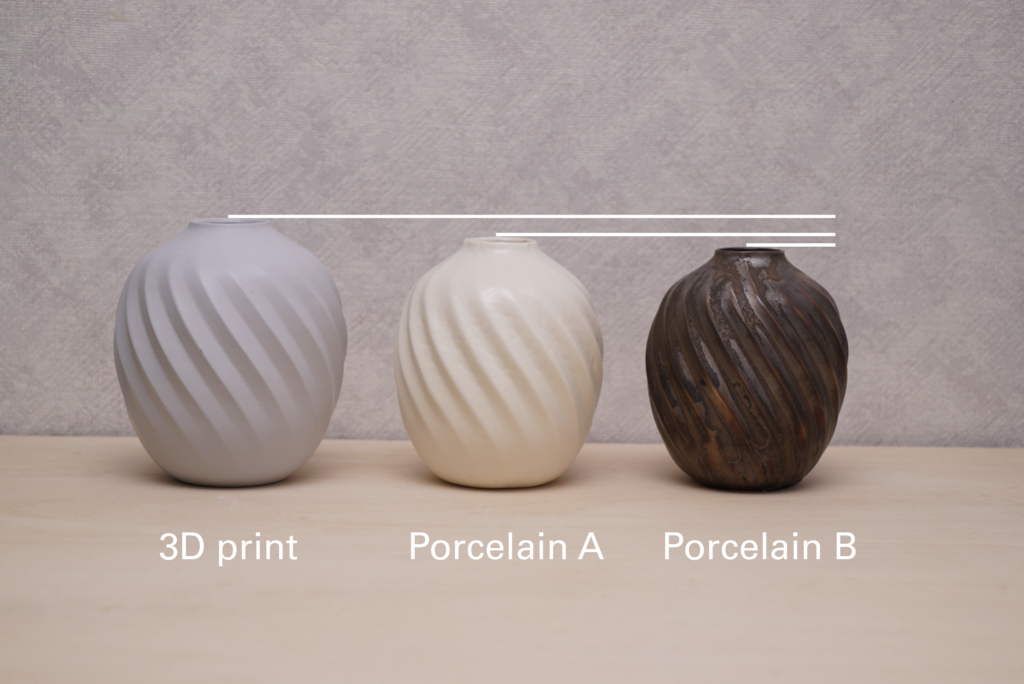
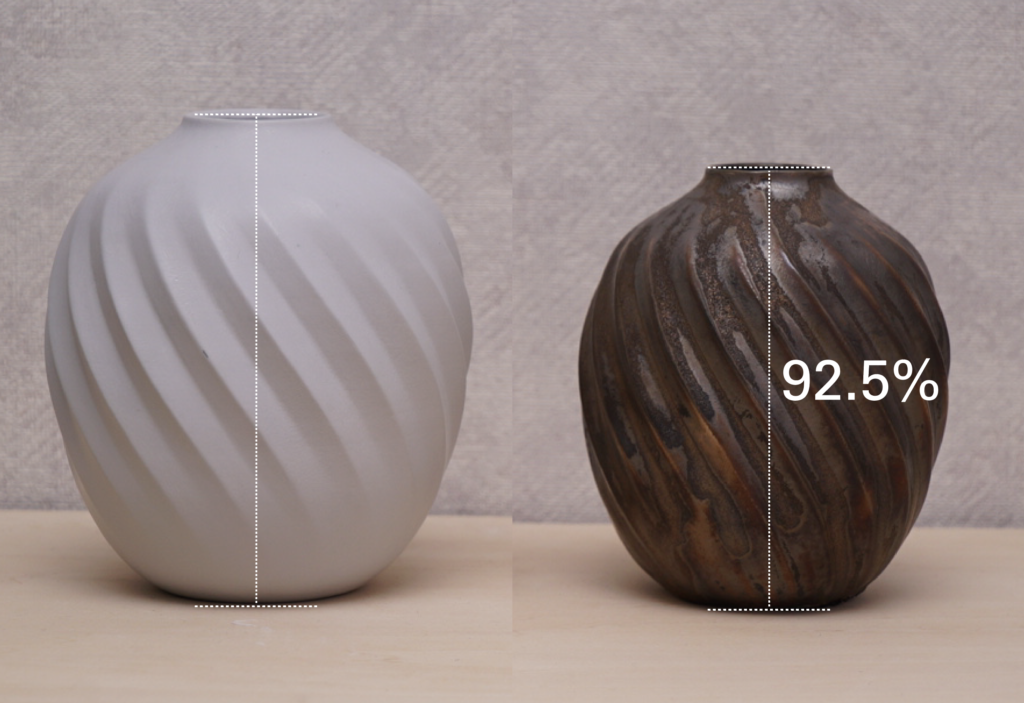
野良雲焼の特徴として、テクノロジーを用いた製作プロセスがあり、3Dプリンターを活用して製作している強みがあります。上の画像はそれぞれ左が3Dプリントしてものを研磨したもので、右(中央)は3Dプリントしたものを型取りして焼成した磁器です。見てわかるように小さくなっていますが、実は形状も微妙に変化しています。
しかも同じ型で製作してものでも大きさにばらつきがありました。これは何が原因なのかはっきりとしてませんが、2つの違いは主に3つで、1:鋳込み時間、2:素焼き温度、3:釉薬の種類。2の素焼き温度が怪しいと踏んでますが、実際はわかりません。いろんなことをやりたすぎてパラメーターをバラバラにしてしまったので次回以降はなるべく検証要項を細かく設定することを心がけます。
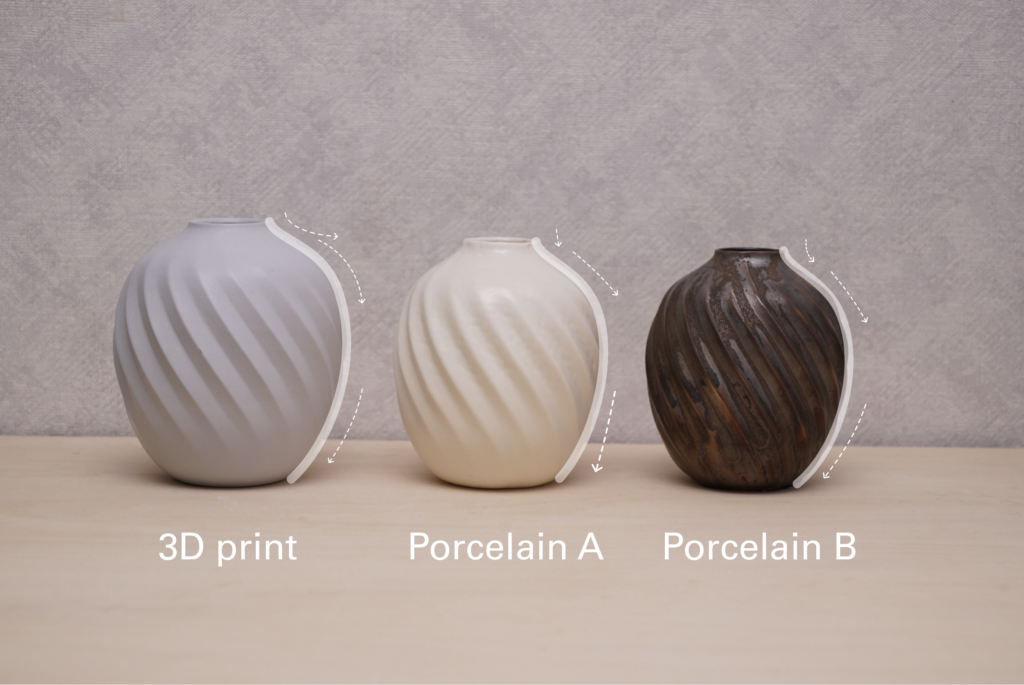
更に形状も変化がありました。理想の形状は3Dプリント品なのですが、肩の部分が重力のせいかなだらかになり、ポテッとした可愛さがシュッとしてしまいました。りんごっぽい形を目指したのに梨っぽくなった感じ。
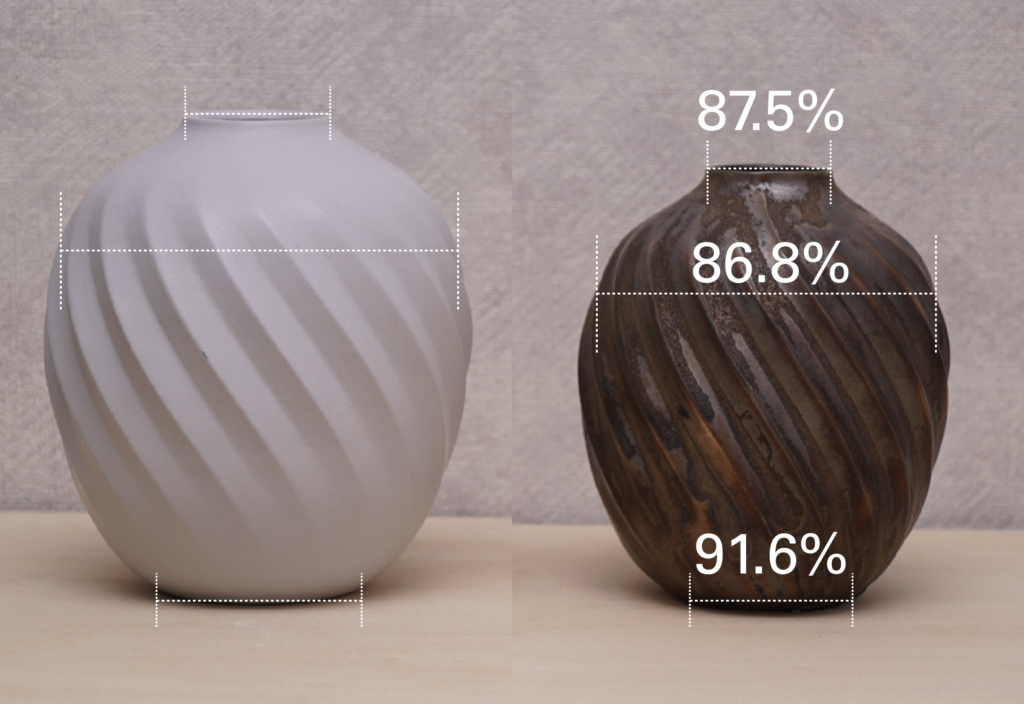
サイズの収縮も場所によって変化率が違います。よく磁器の鋳込みは14%くらい縮小されるという記事を見ますが、今回は7.5~13%ほどのばらつきがありました。
一番収縮率が低かったのは高さでした。型を考えるとたしかに前後左右方向は内側に収縮し続けるけど、上方向は泥漿を追加してゆくので比較的乾燥過程での変形に対応できてるのかもと思います。
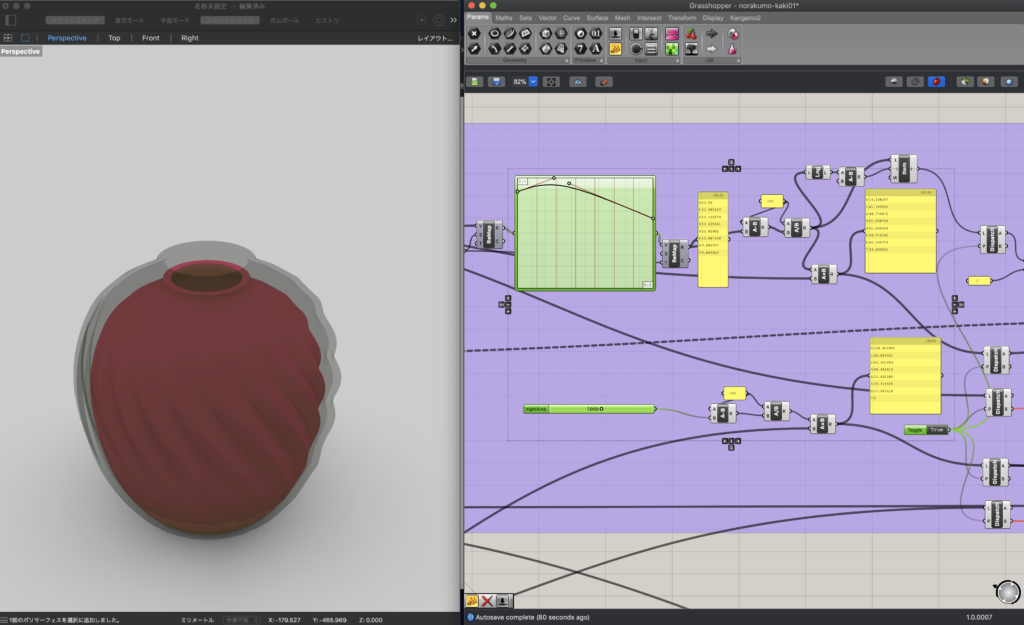
「これはこれで味がある」というのは簡単なのですが、やはりテクノロジーを使強みを生かして、事前に収縮率のアタリを付けて補正データを出力して型を生成するということが出来るようにプログラムを修正しました。画像の赤が理想形。透明黒が、収縮率を計算して大きめにしたモデル。収縮のバラメータもある程度は自由度をつけられるようにグラフの操作で調整出来るようにしました。これで型のためのマスターを製作し、射込みを行ってみます。この調整具合も何度か試して追い込んで行けるといいなと思います。
作るごとに発見があるのでしばらくは飽きずに楽しめそうなのが嬉しい野良雲焼きでした。そろそろ各データをどこかにまとめたいのだけど、いい方法は無いだろうか。。。